Оптоволоконная лазерная резка металла – это принципиально новый метод раскроя листовых материалов. Основным инструментом здесь является сфокусированный луч, который настолько быстро прогревает поверхность обрабатываемого изделия, что она не успевает расплавиться. В результате получается очень тонкий и четкий рез с идеально ровными краями, не требующий дополнительной обработки.
Сравнение газовых и твердотельных лазеров.
Твердотельные лазеры менее распространены, потому что углекислотные более универсальны: в способности разрезать различные виды материала. Твердотельные лазеры предпочтительны для филигранной обработки тонкого материала с большим количеством вырезаемых деталей или для хорошо отражающих излучение металлов (медь, алюминий и сплавы серебра).
Только твердотельные лазеры могут использовать оптоволокно для передачи луча к арене резки. Это связано с тем, что хотя оба типа лазера являются инфракрасными, длина волны излучения газового лазера больше в 10 раз, чем твердотельного (10.6 микрон 1.06 микрон соответственно).
Преимущества лазера:
Меньшая ширина реза, за счет меньшего пятна фокуса. Таким образом, способность к более точной работе. Меньшее отражение излучения твердотельного лазера от обрабатываемой поверхности. Прозрачность обычного стекла для излучения этого лазера. Благодаря этому, могут использоваться высокоточные стеклянные фокусирующие линзы с меньшим фокусным пятном, а использование кварцевого оптоволокна дает возможность передавать луч на большие расстояния.
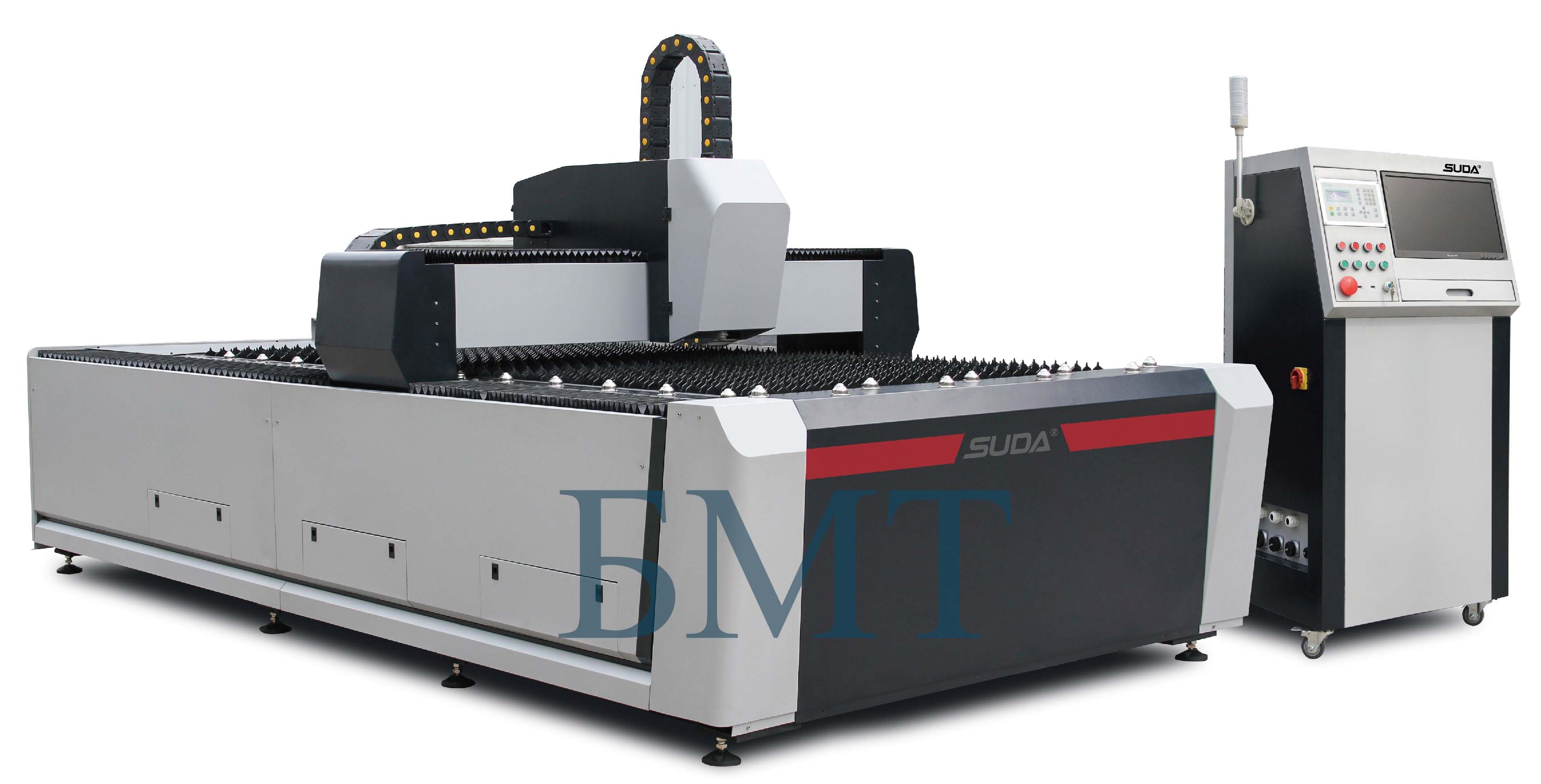
Отличительные особенности:
1. Высокоточные линейные направляющие производства японской компании THK.
2. Автоматическая система фокусировки.
3. Высокая точность резки за счёт применения сервомоторов, высокоточных ШВП с преднатягом и планетарных редукторов.
4. Минимальный облой, не требующий последующей обработки после резки, за счёт минимальной зоны выплавления металла.
5. Центральная система смазки ШВП и направляющих.
6. Прост в установке.
7. Прост в управлении и задании управляющих программ.
Технические характеристики:
|
|
FC1325 |
FC1630 |
FC1640 |
|
|
Рабочая зона, мм |
1300×2500 |
1600×3000 |
1600×4000 |
|
|
Расстояние между направляющими, мм |
1835 |
2335 |
2335 |
|
|
Энергия импульса лазерного излучения, Дж |
0,1…8 |
0,1…8 |
0,1…8 |
|
|
Нестабильность энергии излучения, не более, % |
2 |
2 |
2 |
|
|
Частота следования импульсов, Гц |
50…..200 |
50…..200 |
50…..200 |
|
|
Мощность излучения, Вт |
Стандарт 500 Опционально 300/1000 |
Стандарт 500 Опционально 300/1000 |
Стандарт 500 Опционально 300/1000 |
|
|
Длина волны лазерного излучения, нм |
1080 |
1080 |
1080 |
|
|
Энергетическая расcходимость излучения, не более, рад |
8х10-3 |
8х10-3 |
8х10-3 |
|
|
Диаметр сфокусированного пучка излучения, мм |
0.3…0.5 |
0.3…0.5 |
0.3…0.5 |
|
|
Длительность импульса тока накачки по уровню 0,5 амплитуды, мс |
0.4…0.7 |
0.4…0.7 |
0.4…0.7 |
|
|
Потребляемая мощность, не более, кВт |
15 |
15 |
15 |
|
|
Скорость ускоренного перемещения мм/мин |
70 000 |
70 000 |
70 000 |
|
|
Скорость рабочего перемещения мм/мин |
от толщины зависит |
от толщины зависит |
от толщины зависит |
|
|
Формат чтения управляющей программы |
HPGL G-CODE |
HPGL G-CODE |
HPGL G-CODE |
|
|
Дискретность станка, мм |
±0.01 |
±0.01 |
±0.01 |
|
|
Габаритные размеры |
Длинна, мм |
3550 |
4050 |
4700 |
|
Ширина, мм |
2100 |
2400 |
2400 |
|
|
Высота, мм |
1350 |
1350 |
1350 |
|
|
Вес НЕТТО |
1900 |
2100 |
2300 |
|
Толщина реза – 6 мм по умолчанию. Опционально можно до 10 мм.
